LINYI JIANLI FURNITURE MATERIALS CO.. LTD










PRODUCT
Contact Us
Phone: +86-0539-8228838
Wechat: 18253974567
Whatsapp: +8618253974567
E-mail: jack@jlfmcl.com
Address : Luozhuang district.Linyicity Shandong Province,China


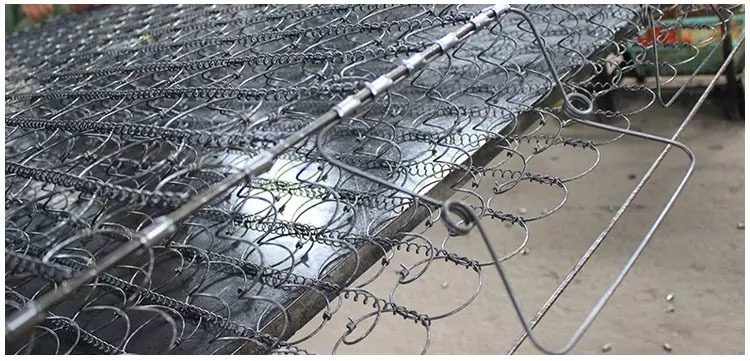
Butterfly spring
Classification:
keyword:
Butterfly spring
Whatsapp:
E-mail:
Message
DESCRIPTION
Careful surface treatment
After polishing and other treatment to spring surface, it owns smooth surface which can prevent scratches and rust.
The stress of uniform
Surface strong pressure treatment, strong pressure resistance, not easy to deform, shorten ,fracture.
Shock absorption
Enhanced design of high temperature resistance gives it a long service life after strrong pressure test.
Product parameters
|
Item
|
Value
|
|
Place of Origin
|
China
|
|
Brand Name
|
jianli
|
|
Model Number
|
butterfly spring
|
|
Material
|
Steel
|
|
Usage
|
Furniture
|
|
Product name
|
butterfly spring
|
|
Wire diameter
|
Customizable
|
|
Core diameter
|
Customizable
|
|
Packing
|
Customized according to customer requirements
|
|
MOQ
|
10000 Pcs
|
|
Means of transportation
|
Sea Transportation
|
|
Quality
|
Top high,Green,Eco-friendly
|
|
Features
|
Bright surface/Strong Anti-stretch and corrosion resistance/Tenacity
|
|
Usage
|
Hotel Furniture
|
Application scenarios
Packaging display

GLOBAL COOPERATION
Customer photos

Customer photos

Customer photos

Customer photos

CERTIFICATE

Honor

Honor

Honor

Honor
RELATED PRODUCTS
FAQ
What are the commonly used production methods for various spring steel wires?
(Steel) Wire rod - Surface treatment - Drawing (This method can be used for mattress steel wire)
How to treat the surface of spring steel wire?
Generally, acid pickling and phosphating are used to remove iron oxide scale and form a phosphating film; There are also a few who use mechanical methods for processing. The purpose is to meet the requirements of the cold drawing process and obtain a smooth surface. For spring steel wires that require high fatigue life, such as valve spring steel wires, the coil should be peeled to reduce surface defects. If the steel plant can grind the steel billet, it is also beneficial to reduce defects.
How to wire draw the spring steel wire?
The drawing process of finished products has a significant impact on product performance. Generally, a larger total reduction rate of about 90% (see area reduction rate) and a smaller pass reduction rate (about 10% -20%) are used to ensure the toughness of the product. For high-strength spring steel wire, the outlet temperature of each pass of steel wire should be controlled below 150 ℃ during drawing to prevent torsion cracks caused by strain aging, which is the main defect causing steel wire scrap. Therefore, good lubrication and sufficient cooling are necessary during drawing, and using smaller pass reduction rates and drawing speeds can help reduce the temperature rise of the steel wire.
Production process of spring steel wire for beds
1. When selecting raw materials, consideration should be given to their tensile strength and torsional performance, and torsional tests should be conducted to ensure that the raw materials do not crack and the surface is flat. 2. During heat treatment, decarburization of the raw materials should be avoided to ensure a high carbon content and obtain a more stable sorbite structure. 3. When drawing semi-finished products, a process with high compression rate, multiple passes, and a small portion of compression rate should be adopted, as well as a reasonable drawing route. During the drawing process, the drawing equipment, lubrication and cooling conditions, and mold dimensions must be strictly followed according to the standards to ensure the flatness of the finished product. 4. Develop a reasonable immersion temperature to ensure that the product is time sensitive.

Huangshan county Luozhuang district.Linyicity Shandong Province,China
ONLINE MESSAGE